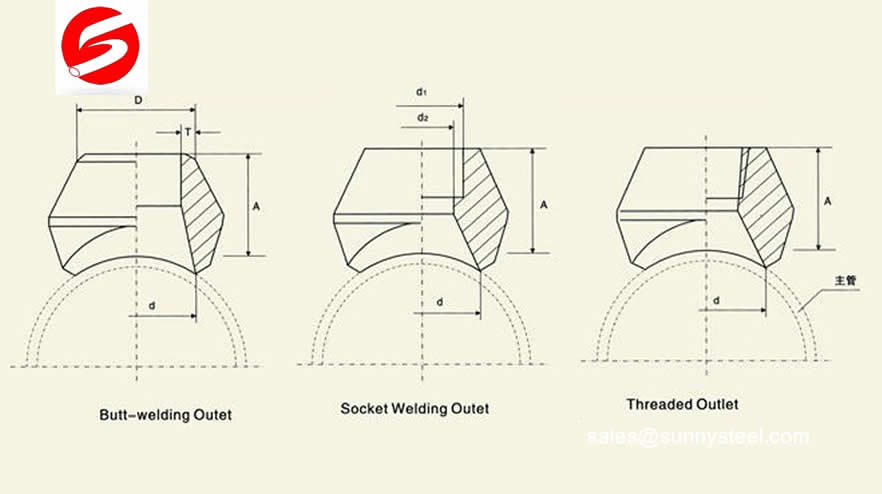
MSS SP-97, Threaded, and Buttwelding Ends
MSS
Chemical Composition Requirements of MSS SP 75
| Elements | Value, % |
|---|---|
| Carbon (C) | ≤0.30 |
| Manganese (Mn) | ≤1.60 |
| Phosphorus (P) | ≤0.035 |
| Sulfur (S) | ≤0.035 |
| Copper (Cu) | ≤0.50 |
| Nickel (Ni) | ≤0.50 |
| Silicon (Si) | ≤0.50 |
| Chromium (Cr) | ≤0.25 |
| Molybdenum (Mo) | ≤0.13 |
| Vanadium (V) | ≤0.13 |
| Columbium (Cb) | ≤0.10 |
| Titanium(Ti) | ≤0.05 |
*1. The sum of Cu, Ni, Cr and Mo shall not exceed 1%.
*2. Carbon equivalent C.E.=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 shall not exceed 0.45%.
Mechanical Properties of MSS SP 75 Pipe Fittings
| MSS SP 75 Class | Yield Strength | Tensile Strength | Elongation | Charpy Test |
| Min. psi | Min. psi | min. % | Ave. Energy absorbed @ 20°F | |
| WPHY-42 | 42000 | 60000 | 25 | ≥20ft*lbs |
| WPHY-46 | 46000 | 63000 | 25 | |
| WPHY-52 | 52000 | 66000 | 25 | |
| WPHY-56 | 56000 | 71000 | 20 | |
| WPHY-60 | 60000 | 75000 | 20 | |
| WPHY-65 | 65000 | 77000 | 20 | |
| WPHY-70 | 70000 | 82000 | 18 |
Material, Welding & Manufacture
The raw material of MSS SP 75 pipe fittings shall be fully killed steels made by either open hearth, basic oxygen, or electric furnace process. It consists of blooms, billets, slabs, forging quality bar, plate, seamless or fusion-welded pipes. The welding processes shall be conducted in accordance with Section IX of ASME Boiler and Pressure Vessel Code, or related ASTM & API specifications. Post-weld heat treatment shall be taken in accordance with the requirements of Section VIII, Division 1 of ASME Boiler and Pressure Vessel Code. The welding ends (bevels) of the fitting shall be furnished differently in terms of wall thickness.The MSS SP 75 WPHY pipe fittings may be readily manufactured by forging, hammering, pressing, piercing, rolling, extruding, upsetting, welding, or by a combination of these processes. Finished products shall be free of injurious defect or welding-repair. Machining and grinding of surface defects may be required by some clients.
Heat Treatment
Pipe fittings manufactured to MSS SP 75 shall be furnished in the heat treated condition. Hot formed fittings shall be cooled below the lower critical temperature prior to heat treatment. Fittings shall be heat treated by one or more of the following procedures: annealing (stress relieving), normalizing, normalizing and tempering, quenching and tempering.
Tests and Examinations
The tests and examinations available for WPHY fittings includes hydrostatic test(proof test), tensile tests, PMI(spectrum), Charpy test, radiographic examination(X-Rays, RT), magnetic particles inspection(MPI), ultrasonic examination(UT), Liquid Penetration Examination(LPE), etc.
Dimensions and Tolerances
MSS SP 75 only specifies the dimensions and tolerances for pipe fittings sized from NPS 16 (DN 400) through NPS 60 (DN 1500). Dimensional requirements for NPS 14 and smaller are provided by reference to ASME B 16.9.



